A black SUV rolled out of the bay looking perfect. Weeks later, the owner came back with the kind of complaint every serious detailer dreads. The gloss was still there in places, but the protection wasn't behaving like it should, and the trust damage hit harder than the coating failure.
The Agony of a Flawless Finish That Fails
A failed coating job rarely starts with an ugly install. Most of the time, it starts with a beautiful one.
The paint is corrected. The surface feels surgically clean. The coating flashes right, levels right, and leaves that sharp, candy-shell look clients love. Then the call comes. Water behavior changed. A section looks uneven. An edge started to let go. Sometimes it shows up as flaking, sometimes as patchy performance, sometimes as a finish that just doesn't feel protected anymore.
That moment costs more than rework. It shakes confidence.
Why failure feels personal
Clients don't separate prep, chemistry, application conditions, and substrate behavior. They see one thing. The coating failed. If you're a mobile detailer or studio owner, that means your reputation is tied to something happening at the microscopic level.
The hard part is that many adhesion problems don't announce themselves during install. A panel can look clean and still be contaminated. A coating can cure on top of leftover oils and seem fine until heat cycles, washing, moisture, and road grime start testing the bond.
Shop truth: A finish can look flawless on delivery day and still be unstable underneath.
This is why coating work reminds me of production crafts outside detailing. In fields like designing artwork for mugs, the visible result only holds up when the surface and process are right from the start. The same lesson applies to automotive surfaces. What looks good first isn't always what lasts longest.
The business risk behind adhesion failure
The pain isn't just technical. It's operational.
- Comebacks eat margin. You're repeating wash, decon, polishing, and re-application time.
- Trust gets harder to restore. Even when you fix the car, the client remembers the inconvenience.
- Team habits get exposed. Weak wipe-downs, rushed curing, and inconsistent prep usually hide until a coating fails.
That's why serious installers study more than gloss and hydrophobics. They study bond formation. If your coating package includes longer-term protection options like this 5-year ceramic coating, adhesion isn't a side topic. It's the foundation of the promise.
A coating that doesn't stay attached is just a temporary look. A coating that bonds correctly becomes part of the protection system.
The Science of Sticking Explained
Coating adhesion sounds abstract until you reduce it to two things. The coating has to lock in, and it has to bond in.
Technical training on coatings explains that adhesion depends on more than one mechanism. Mechanical anchoring happens when a coating penetrates surface irregularities, while intermolecular forces such as van der Waals forces and hydrogen bonding contribute at the molecular interface. That's why poor surface preparation causes failure so often. It reduces the contact area the coating needs to grip and bond (technical training on adhesion mechanisms).
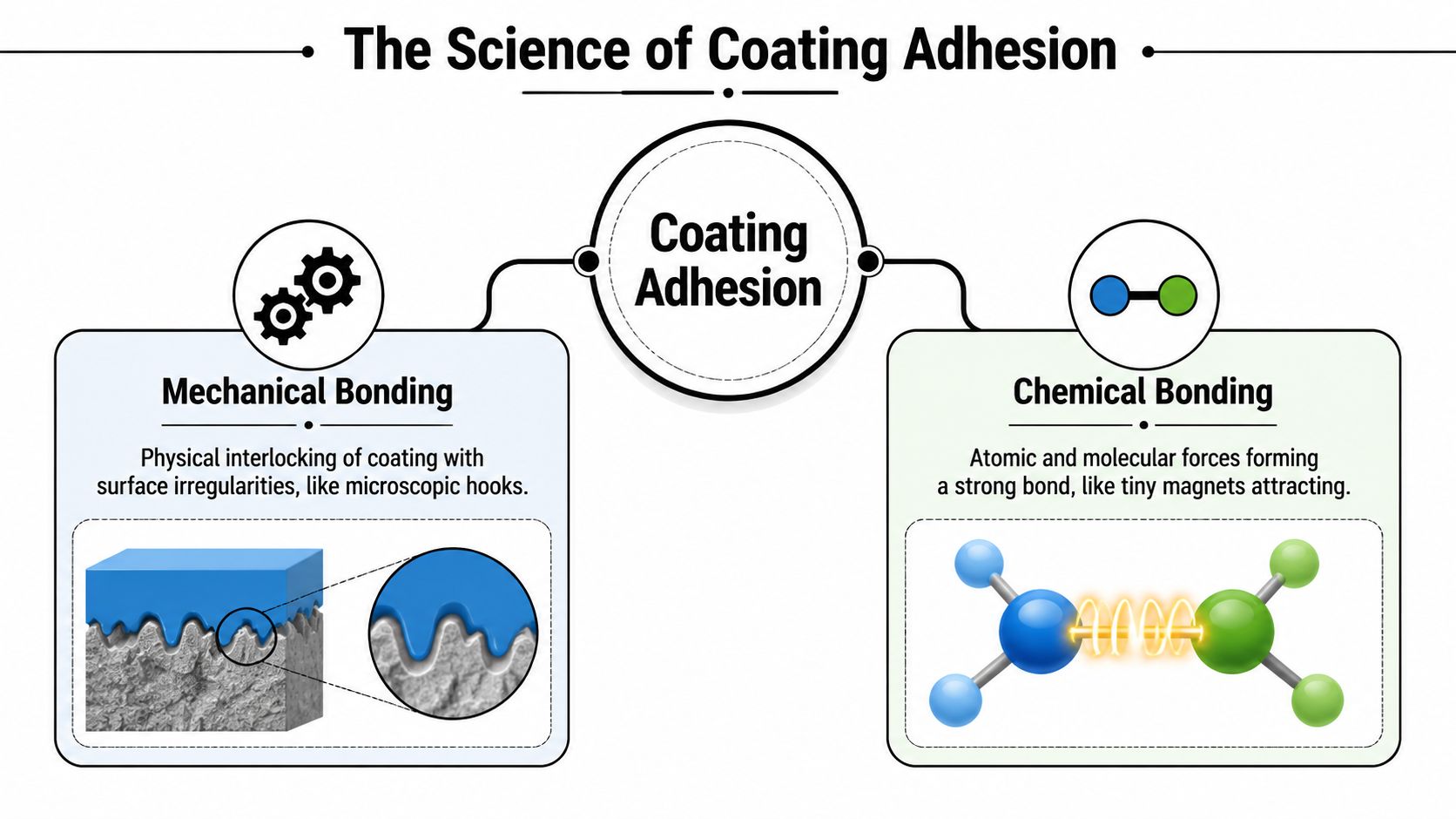
Mechanical bonding feels like Velcro
A polished panel looks smooth to your eye. It isn't smooth to a coating.
Under magnification, every surface has peaks, valleys, pores, and texture. When the liquid coating wets those features and settles into them, it creates a physical hold. That's the mechanical side of coating adhesion. This operates like microscopic Velcro. The better the coating can get into the surface profile, the stronger that physical lock becomes.
This is why the wrong prep sequence causes headaches. If old waxes, silicone, polishing residue, or traffic film stay behind, the coating doesn't reach the actual surface. It bonds to contamination instead.
Chemical bonding acts more like glue
The second part is molecular attraction at the interface. Chemistry matters. If the surface condition and coating chemistry are compatible, the coating forms stronger interaction with the substrate instead of sitting on top like a layer of dust.
That's also why a panel can be visibly clean and still be poor for bonding. Surface chemistry can work against you even when the paint looks spotless.
A coating doesn't care what a panel looks like under shop lights. It cares what it touches at the molecular level.
For detailers trying to compare products and surfaces, it helps to think the way engineers do. Utility gear built for weather has to survive shifting conditions, repeated stress, and surface exposure, which is why articles on a durable wagon for all-season use often focus on material behavior rather than appearance alone. Coatings work the same way. Durability starts below the surface.
Why both mechanisms matter in the bay
If you only have mechanical grip, the coating may struggle when the panel expands, contracts, or faces chemical attack. If you only have chemical attraction and poor surface texture, the bond can still be weak in service. Strong coating adhesion usually comes from both working together.
That practical understanding changes how you choose products and prep methods. A detailer shopping for protective car paint coatings shouldn't only ask how glossy or slick a product looks. The better question is whether the coating can establish and maintain real contact with the substrate across actual use.
Top Reasons Why Coatings Suddenly Let Go
Most coating failures don't come from one dramatic mistake. They come from a chain of small misses that stack up until the bond gives way.
One of the most useful shifts in modern adhesion thinking is this: adhesion problems are often a process-control issue, not just a coating chemistry issue. Manufacturing guidance shows that water contact angle is used to detect subtle process drift and contamination that visual inspection misses, which confirms that surface energy changes can undermine bonding even when the steps seem correct (water contact angle and adhesion quality control).
The surface looked clean, but it wasn't ready
This is the trap that catches a lot of installers. The panel is polished, wiped, and glossy. But one of these problems is still there:
- Residual polishing oils stay behind after correction and act like a barrier.
- Silicone or dressing transfer from nearby trim changes how the coating wets the panel.
- Moisture in seams or edges creeps back out after the wipe-down.
- Previous protection layers weren't fully removed, so the new coating bonds to the old layer instead of the paint.
A coating can't form a proper bond through a film of residue. It may still spread nicely. That's what makes this failure mode deceptive.
Process drift ruins repeatability
Shops often talk about product choice when the bigger problem is inconsistent execution. One tech changes towels earlier. Another uses too much panel wipe. A mobile detailer installs in shade one day and on a warm driveway the next. Same product, different result.
Here's where coating adhesion becomes a discipline instead of a trick.
| Failure trigger | What it disrupts | Typical result |
|---|---|---|
| Oils and residue | Surface contact | Weak or patchy bonding |
| Humidity and moisture | Cure stability | Uneven performance |
| Temperature swings during install | Flash behavior | Inconsistent leveling and bonding |
| Rushed layer timing | Inter-coat attachment | Separation between layers |
| Low surface energy | Wettability | Coating resists proper spread and anchor |
Some failures start after install day
Even a well-applied coating can struggle if the system is brittle or if the bond is stressed by impact, repeated heating and cooling, or environmental exposure. Moisture, UV, and mechanical stress are exactly the kinds of conditions associated with delamination, peeling, and flaking in protective coatings when adhesion is compromised. That's why failure analysis has to include both prep and service conditions, not just the application moment.
If the coating let go “out of nowhere,” it usually didn't. The surface or process was warning you the whole time.
The shops that avoid repeat failures don't rely on memory or feel. They build routines. Clean towels at fixed intervals. Controlled wipe patterns. Dedicated decon steps. Consistent lighting. The more your process removes variation, the less mystery you'll have later.
How Professionals Measure Adhesion Strength
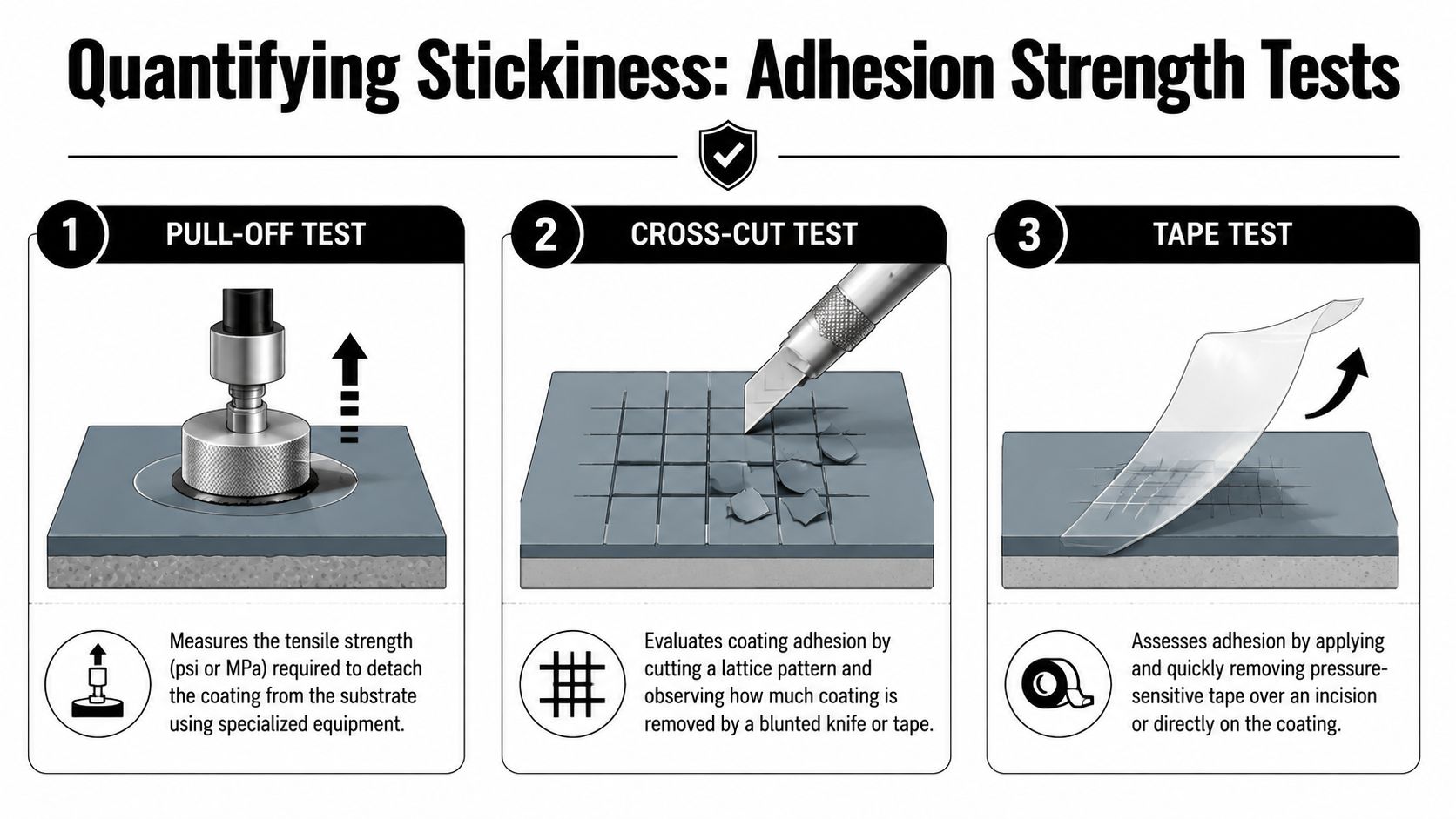
Real professionals don't judge coating adhesion by feel alone. They test it.
The industry uses different tests because not all adhesion failures are the same. Substrate adhesion is the bond to the underlying material, while inter-coat adhesion is the bond between layers in a system. Common procedures include the cross-hatch, scrape, and pull-off tests. Of those, pull-off testing is the most quantitative because it measures the tensile stress needed to detach the coating perpendicular to the surface, reported in psi or equivalent pressure units (adhesion test methods for coating systems).
Cross-hatch gives a shared language
The cross-hatch method standardized in ISO 2409, first published in 1972, grades adhesion on a 0 to 5 scale, where 0 is the best adhesion and 5 the worst. It evaluates how much coating detaches after a standardized lattice cut and tape pull, turning visible coating damage into a repeatable result used across industrial coatings, automotive finishes, and lab quality control (ISO 2409 overview and adhesion guide).
That matters because coating failure is not a binary outcome. A standardized scale lets manufacturers, inspectors, and applicators communicate the same result without guessing.
Pull-off tells you more, if you read it correctly
Pull-off testing is more direct. A dolly is attached to the coated surface, then pulled perpendicular to it until separation happens. The reading gives you the tensile stress needed to detach the coating.
But numbers alone aren't enough.
A strong reading only means something when you identify how the failure happened. Was it adhesive failure at the substrate, cohesive failure within the coating, or failure between layers? That distinction tells you whether to improve cleaning, roughening, or inter-coat compatibility. Shops that want a closer look at product evaluation can learn more from Titan's coating testing resources.
Test setup changes the result
The same coating can produce different pull-off results if the setup changes. Technical guidance on pull-off testing notes that repeatability depends on controlling the adhesive, dolly geometry, cure conditions, and whether the film is cut before testing. Standards such as ASTM D4541 and ISO 4624 require a test adhesive stronger than the coating bond itself, otherwise the glue becomes the weak link and invalidates the result (pull-off testing technique guidance).
Field note: If the test setup is sloppy, the number is just decoration.
For detailers, the takeaway is simple. Testing is only useful when the method matches the question you're asking.
Mastering Surface Prep for an Unbreakable Bond
Prep isn't glamorous, but prep decides whether the coating bonds to paint or to problems.
A lot of installers still rely on old shortcuts. Wash it. Clay it. Wipe it. Coat it. That routine can work on some cars, but modern thin-film coatings have exposed the weakness in that approach. Industry guidance notes that traditional tape and cross-hatch tests such as ASTM D3359 have limitations for modern thin-film coatings because the test can fracture the coating itself rather than cleanly measure the bond. That's one reason non-destructive measures of surface energy and disciplined prep are getting more attention (ASTM D3359 limitations for modern coatings).
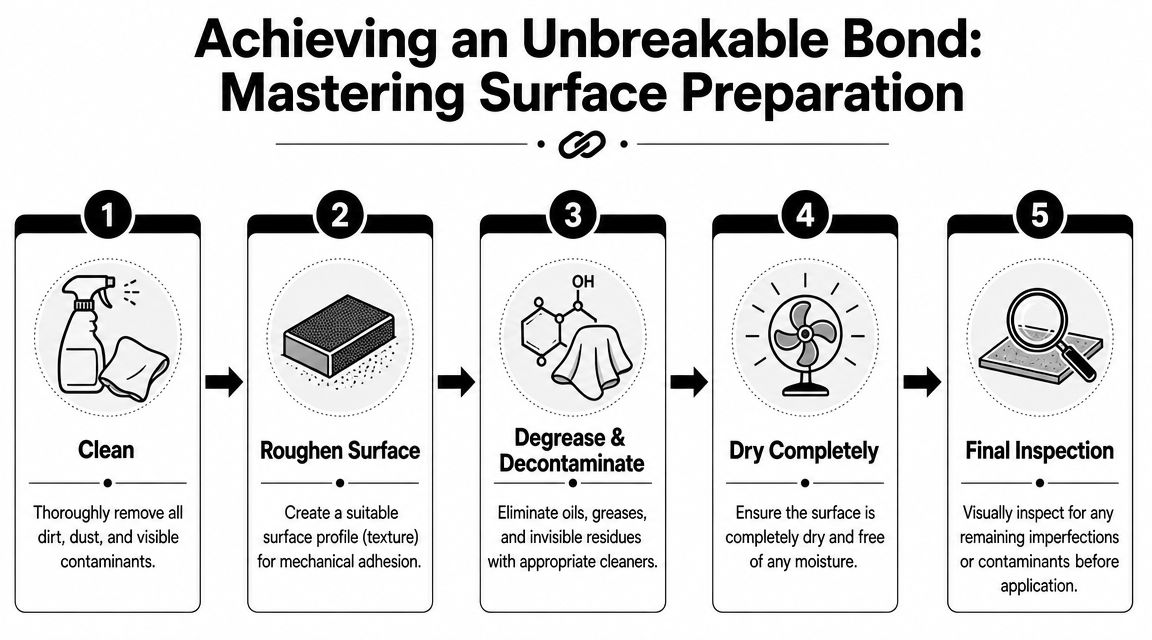
The prep sequence that actually works
A dependable coating installation usually follows a sequence, not a single cleaning step.
Remove bonded contamination first. Iron fallout, road film, and embedded debris have to go before final refinement. If you skip this, you drag contamination into later steps.
Wash with intent. Don't treat the contact wash like a formality. You're stripping loose contamination and exposing what still remains.
Correct the paint evenly. Polishing isn't only about gloss. It also creates a more uniform surface profile, which helps the coating wet the panel more consistently.
Strip polishing residue. Many installs fail at this point. The paint may look finished, but leftover oils can still be sitting between the coating and the substrate.
Control dryness and handling. Water in trim edges, fingerprints, and dusty towels can undo careful prep fast.
For a practical breakdown of contamination removal before coating, Titan's guide on how to decontaminate car paint fits naturally into this workflow.
What detailers often miss
A panel can be clean and still not be bondable enough. That's the subtle part.
Many failures happen because the installer is checking appearance instead of readiness. A glossy panel under LEDs may still have low surface energy, trace residue, or handling contamination. If you want reliable coating adhesion, your process has to assume invisible problems exist until you've removed them methodically.
- Use dedicated towels for panel wipe. Cross-contamination from compound dust or trim dressings is common.
- Work panel by panel. This limits the time contaminants have to resettle on the surface.
- Watch edges and tight areas. These hold residue and moisture longer than open panels.
- Respect environmental conditions. Garage air, humidity, and heat all affect what happens on the surface.
The coating only gets one first contact with the paint. If that moment is contaminated, everything after it is compromised.
Prep creates the conditions for bond formation. Without that foundation, even a strong coating formula is fighting uphill.
The Titan Advantage A New Era of Elastic Adhesion
Traditional hard coatings solved one problem and often created another. They delivered a sharp, glass-like shell, but brittleness can work against long-term bond stability when surfaces expand, contract, or take repeated impact.
That's where elastic thinking changes the conversation. A coating can be hard on the surface and still benefit from flexibility in the film. In practical terms, that means the coating is better able to stay continuous instead of developing stress points that become failure points later.
Why flexibility matters in the real world
Vehicles don't live in a lab. They sit in cold mornings, hot afternoons, rain, road grime, wash cycles, bug impact, and constant panel movement. A brittle film can look excellent at first and still become vulnerable as those stresses accumulate.
That's why the elastomer concept matters. The brand's Titan Coatings elastomer technology is built around the idea that a coating should maintain protection without behaving like a fragile shell. The practical appeal is simple. You want a film that presents hardness and clarity but can flex with the surface instead of fighting it.
Where that shows up across product types
This philosophy isn't limited to one category.
For paintwork, Alpha Quartz is positioned as an elastomer coating option aimed at installers who want easier application and a more forgiving film behavior on real vehicles. For glass, Apex Glass fits a different use case by focusing on windshield and glass surfaces where visibility in rain matters and easy application is part of the appeal. For customers who want a simpler route into protection, Ultra Ceramic Spray belongs in the conversation because ease of use changes whether protection gets applied correctly in the first place.
Here's the practical distinction that matters. A coating that can maintain film integrity under stress has an obvious advantage over one that relies only on hardness as its selling point.
Hardness helps resist wear. Flexibility helps the coating stay whole.
The unique angle for detailers is that adhesion isn't only about sticking on day one. It's also about staying attached when the panel moves through real weather, real washing, and real use. That's where elastomer-based thinking is useful. It addresses one of the old weaknesses in brittle coating systems without reducing the importance of proper prep and application.
Achieving Coating Perfection Is Not an Accident
A lasting finish comes from three things working together. The surface has to be prepared correctly. The installer has to control the process. The coating has to be engineered to survive real use after cure.
Miss one of those, and the job can still look great for a while. That's what makes coating adhesion such an important subject for detailers and clients. Failure often hides behind a beautiful initial result.
The difference between hope and control
Professionals who produce repeatable outcomes don't rely on luck. They build systems.
- They diagnose surfaces instead of assuming they're clean
- They match prep intensity to the substrate and service history
- They understand what each adhesion test can and cannot tell them
- They choose coating technologies that fit real-world stress
That approach changes the client experience too. You stop selling a shiny moment and start delivering a durable result.
What lasting work usually looks like
The best coating jobs don't announce their quality only on delivery day. They show it later, after weather swings, washes, road contamination, and daily use. That's the standard worth chasing.
If you want stronger coating adhesion, don't look for a shortcut. Look for a better sequence, better control, and better material behavior. That's where reliable results come from.
If you want to move from guesswork to a more controlled coating process, explore APEX NANO – Titan Coatings. The range covers paint, glass, and easier-to-apply protection options, which makes it a practical starting point for detailers, mobile installers, and DIY owners who want products aligned with real-world surface behavior.
0 Comments