Alex finished a black sedan that looked perfect under the lights. The gloss was deep, the surface felt slick, and the owner drove away convinced the car was armored.
A week later, the call came. A bird dropping had left an etch, and a small impact had created a faint fracture pattern in the coating. The problem wasn't effort. The problem was the old idea that hardness alone equals protection.
The Hidden Failure Point of a Flawless Finish
A lot of detailers have lived some version of that story. The prep was right. The panel wipe was right. The install was clean. Yet the coating still failed in a way that feels unfair because the finish looked flawless on delivery day.
The hidden failure point is often not visible during application. It shows up later, when the car sees heat, cold, road grit, bug strikes, wash friction, and real-world panel movement. That's where many traditional coatings reveal what they really are. Hard, yes. But also brittle.
Why appearance can fool you
Freshly coated paint can make a weak system look impressive. High gloss hides a lot. Slickness sells confidence. Water behavior gives the owner a quick visual payoff.
None of that tells you how the coating handles stress.
A coating can be glossy and still be vulnerable. It can feel hard and still fracture under thermal change or impact. In practice, detailers run into this when a surface that looked locked in starts showing failure around high-stress areas like front clips, mirrors, leading edges, and body lines.
Practical rule: A coating that only performs when conditions are gentle isn't a serious protection system.
Why thickness alone doesn't solve it
The old instinct is simple. If some coating is good, more coating must be better. That sounds logical until the material itself becomes the weak link.
When a coating is built around brittle behavior, adding more of it can create more opportunity for stress concentration. You haven't solved the problem. You've magnified it. The finish may still look excellent at first, but the structure underneath is less forgiving.
That's why ambitious professionals need to stop asking only one question: “How thick is it?”
The better question is, “What does that thickness do under stress?”
The shift detailers need to make
Modern protection isn't just about creating a shell. It's about building a functional film that survives movement, impact, and temperature change without losing the benefits clients paid for.
That shift matters because real cars don't live in a lab. They sit in sun, then cool at night. They see frozen mornings and hot panels. They get hit by debris, washed repeatedly, and exposed to contamination.
If the coating can't move with the surface, the finish is living on borrowed time.
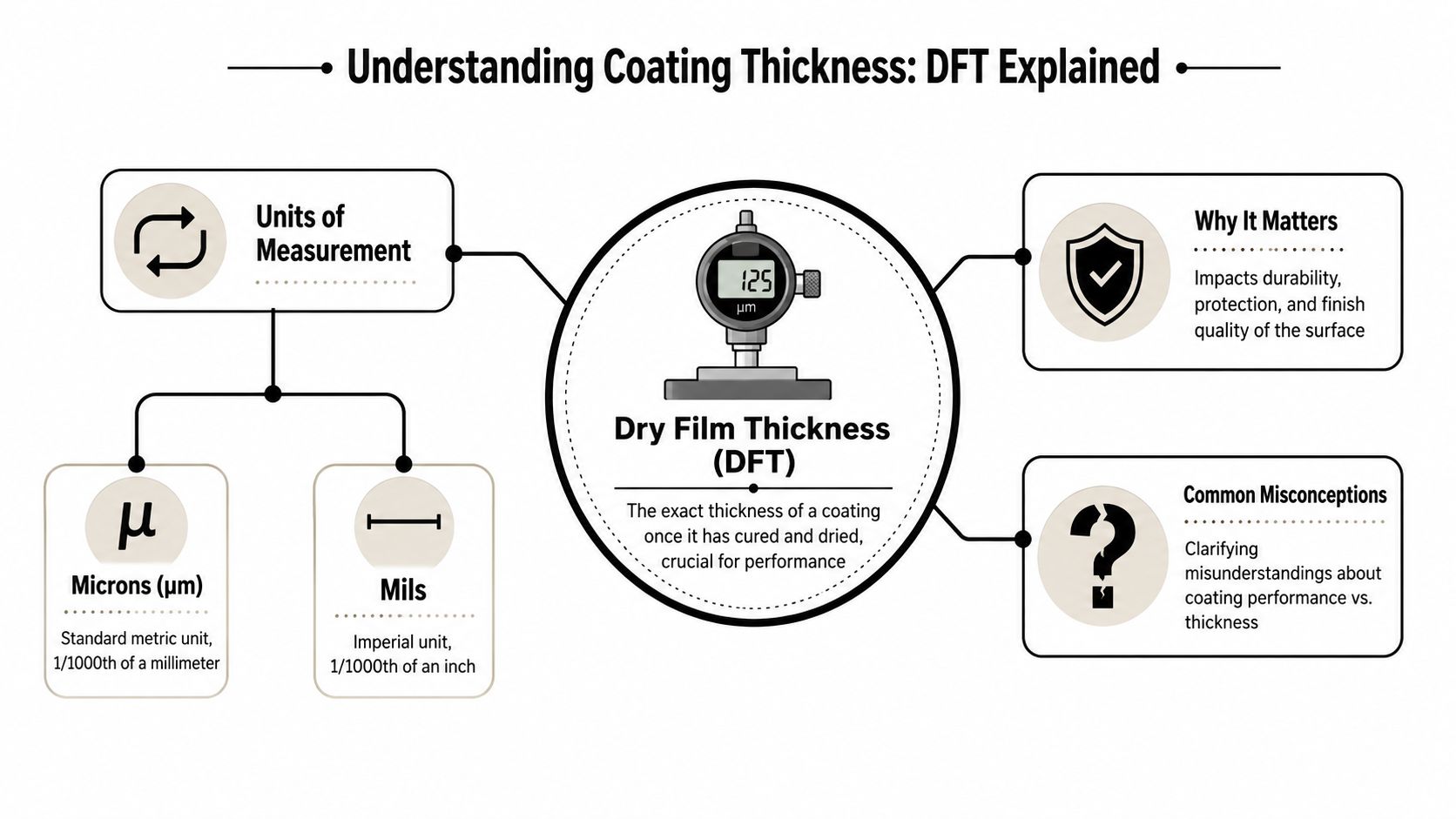
What Is Coating Thickness and Why It's Misunderstood
Coating thickness is the depth of the cured film sitting on the surface. In practice, that number matters because coatings are built to perform inside a target range, not around a vanity number.
DeFelsko lays out the point clearly. A coating specified at 10 mils with a tolerance of ±1 mil passes from 9 to 11 mils, and gauge resolution changes with the instrument and coating type. Small differences can decide whether a coating is in spec or outside it (DeFelsko on coating thickness measurement terms).
That is why experienced installers treat thickness as process control.
Armor is only useful when it can survive the hit
Thickness works like armor, but only up to the point where the material still behaves properly. Too little film, and you do not get the barrier, chemical resistance, or wear life the product was designed to provide. Too much film, especially with a rigid chemistry, and you can create new failure points. Stress builds. Curing gets less predictable. The surface may look impressive on delivery day and start disappointing later.
That is where the old detailing advice goes wrong. Shops and enthusiasts were taught to chase more build as if extra microns always meant extra safety. That logic holds up poorly once the coating has to deal with heat cycling, panel flex, wash abrasion, and impact from real road use.
Smarter is better.
An engineered coating thickness only matters when it matches the material's job. With brittle systems, more build can make the coating less forgiving. With elastomer technology, the target is different. You want a film thick enough to form a continuous protective membrane, but controlled enough to keep flexibility, adhesion, clarity, and long-term stability. That is the shift. Stop treating thickness as a trophy and start treating it as part of a mechanical system.
The measurement trap many people fall into
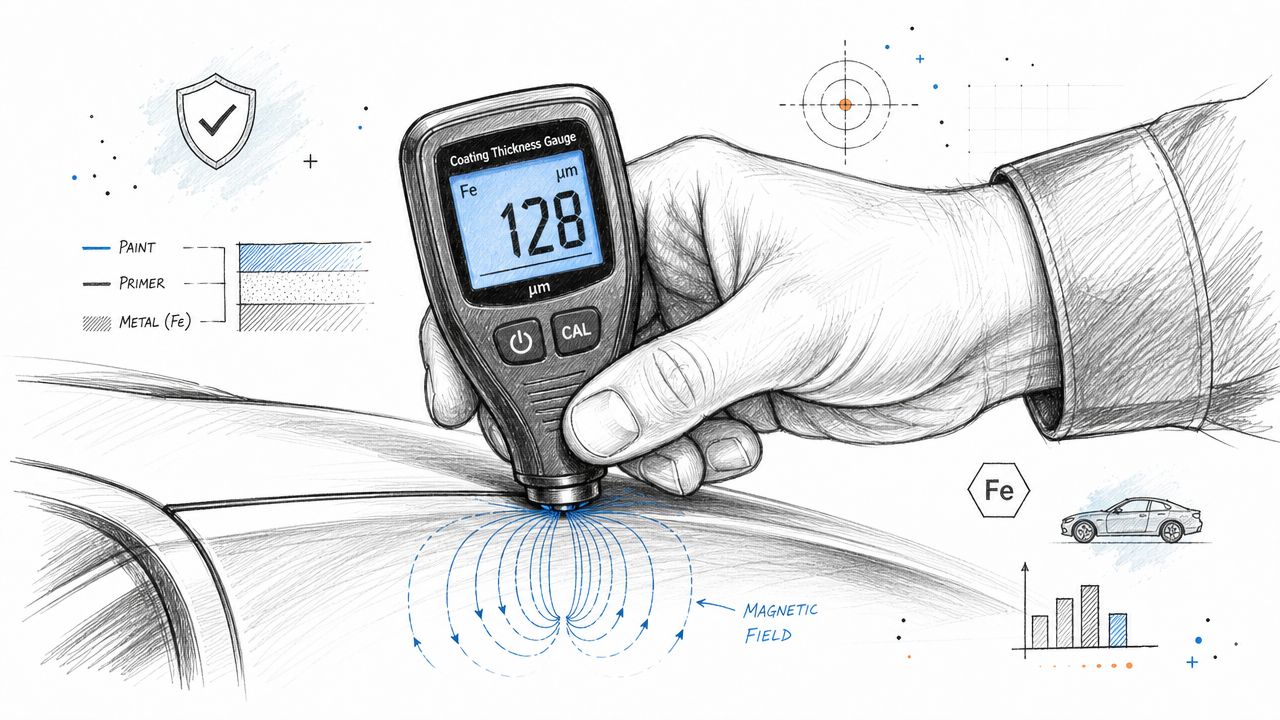
A lot of confusion starts with the gauge itself. Standard magnetic induction and eddy-current paint gauges are usually reading the total paint system to the substrate, not isolating the ceramic or elastomer top layer on its own. On modern vehicles, that means the reading is useful for assessing the surface you are working on, but not for proving the added coating film as a separate number.
That distinction changes how a professional approaches the job:
- Use the gauge to understand the paint stack. That informs polishing limits, defect removal strategy, and risk around edges or previous repairs.
- Do not expect a standard detail gauge to verify every ultra-thin coating layer independently. The tool is not built for that task.
- Control application through process, not guesswork. Product spread rate, flash behavior, wipe timing, environmental conditions, and installer consistency matter more than chasing a reading the instrument cannot cleanly separate.
The best installers know the difference between measurable thickness and functional thickness. A coating can be thin on paper and still perform at a high level if the chemistry is engineered for flexibility, adhesion, and stress handling. That is why modern elastomer systems change the conversation. The goal is no longer maximum build. The goal is a controlled film that protects without turning brittle under pressure.
A Spectrum of Protection Typical Thickness Ranges
Not every protective layer is trying to solve the same problem. Wax isn't doing the job of film. Film isn't doing the job of a glass treatment. A smart detailer matches the layer to the threat.
The easiest way to see that is side by side.
Typical Automotive Surface Thickness Comparison
| Layer Type | Thickness (Microns / µm) | Thickness (Mils) |
|---|---|---|
| Ceramic coating layer itself | 1 to 3 | Qualitatively very thin |
| Dielectric coatings measured by NASA terahertz method | approximately 300 to 1400 | Qualitatively thick relative to automotive ceramics |
| General coating thickness range across industries | a few nanometres to several centimetres | Qualitative broad range |
| TiZr coatings | 1 to 5 nm | Qualitatively ultra-thin |
The table makes one thing obvious. Thickness only has meaning inside the context of material type and function. A ceramic-scale layer and an industrial dielectric layer live in completely different worlds.
What the range actually teaches
A wax-style sacrificial layer is about temporary surface behavior. A thicker physical film is about absorbing impact. A nano-scale coating is about changing the surface with a tightly bonded engineered layer.
That's why comparing everything by one metric creates bad decisions. The professional move is to ask what failure mode you're trying to control.
- Impact management: thicker physical media can make sense.
- Surface chemistry and easier maintenance: a thinner engineered coating may be the right answer.
- Durability under movement and temperature change: the material's flexibility becomes just as important as build.
For detailers who want a better framework for the physical side of protection films, Titan's breakdown of paint protection film thickness is useful because it helps separate impact-absorption logic from coating logic.
Where elastomer thinking fits
Engineered elastomer coatings change the conversation. The goal isn't to win a thickness contest. The goal is to build a layer that performs intelligently at its intended thickness.
That's the difference between a coating chosen for marketing language and a coating chosen for service life.
The Tools and Techniques for Measuring Thickness
A thickness gauge is one of the most useful tools in detailing, but only if you understand what it's telling you. Used well, it protects you from burn-through, uncovers repaints, and helps you set correction limits before the machine ever touches the panel.
Used poorly, it creates false confidence.
The two gauges most detailers rely on
For everyday automotive work, the common non-destructive options are straightforward:
- Magnetic induction gauges work on steel panels.
- Eddy-current gauges work on non-ferrous conductive substrates like aluminum.
Both are practical shop tools. Both are useful for mapping the vehicle before polishing or wet sanding. Neither changes the earlier point that a standard detailer's gauge is reading the stack to the metal, not isolating the ceramic layer.
If you want a practical explainer on what those gauges can and can't do in the field, Titan's guide on how to measure paint thickness lays out the distinction clearly.
Calibration is where pros separate themselves
This is the part too many people rush. A gauge can be good and still give you a bad decision if you skip verification.
DeFelsko notes that some shim standards have reduced accuracy of ±2 µm (±0.08 mil), which means even the verification reference has a tolerance, and on thin films that margin can change how you classify a borderline measurement (DeFelsko coating thickness standards).
That matters in real detailing work because:
- Borderline readings need context. Don't treat one number like gospel.
- Verification before work starts is essential. Check on an uncoated substrate or standard.
- Consistency beats speed. The same gauge, same method, same touch, same panel strategy.
A professional doesn't just own a gauge. A professional verifies it, interprets it, and samples enough of the surface to trust the pattern.
Beyond the common shop tools
For more specialized work, other methods exist. Ultrasonic tools can help in specific applications. Destructive methods such as cross-sectioning are used when individual layers need to be evaluated after application.
That last point matters in multilayer systems. If someone asks for the exact thickness of each layer in a cured stack, nondestructive shop gauges usually won't give that answer. At that point, method selection becomes part of the quality-control plan, not just part of the sales conversation.
The Titan Breakthrough Hardness Meets Flexibility
The coating industry spent years chasing a simple message: harder is better. That message worked because it was easy to sell. A hard surface sounds durable. A glass-like finish sounds premium.
The weakness showed up later. Hard coatings that don't flex well can struggle when the panel expands, contracts, vibrates, or takes a minor hit. On a real vehicle, that's daily life.
Why old hardness logic hits a wall
Materials science has always been a game of scale. NASA documented a terahertz method for dielectric coatings with thicknesses of approximately 300 to 1400 µm, while the broader measurement world spans from a few nanometres to several centimetres, and some TiZr coatings are only 1 to 5 nm thick (NASA coating metrology paper).
That spread tells you the smart question isn't “How thick can we make it?” The smart question is “What kind of layer are we engineering, for what environment, on what substrate?”
Titan's answer to that question was to break away from brittle-coating thinking and build around elastomer technology, along with nano tubes technology and Dark Matter Technology. The appeal is simple. A coating shouldn't have to choose between resisting wear and surviving movement.

Hard like glass, flexible where it counts
That's where Alpha Quartz stands out in practical use. The value isn't just that it cures into a hard protective surface. The value is that the film is engineered to remain flexible enough to handle temperature swings and minor impact stress without behaving like a brittle shell.
For installers, that changes the outcome in the places where coatings usually get exposed:
- Thermal cycling: frozen mornings, hot panels, engine heat, sun load.
- Front-end abuse: bug hits, road grit, wash friction.
- Real panel movement: edges, contours, and areas that don't stay mechanically calm.
Traditional brittle behavior treats movement like an enemy. Elastomer behavior works with it.
Why smarter thickness wins
A smarter coating doesn't need exaggerated build to make its case. It needs the right chemistry and the right cured structure. This marks a fundamental change in approach. Protection is no longer just about making a harder shell. It's about building a film that can absorb stress, hold its form, and keep doing its job after the honeymoon phase.
Titan explains that direction through its elastomer coating technology. For a detailer or advanced enthusiast, the practical takeaway is straightforward. If two coatings both look good on day one, the one that stays stable when the car lives a normal hard life is the one that matters.
The finish that survives movement is the finish that keeps earning its place on the car.
Applying the Science From Paint to Glass
Good application work is really thickness management in disguise. You're building a uniform protective film, not trying to pile product onto a surface until it feels safe.
That mindset changes how you approach paint, glass, maintenance toppers, and inspection.
Paint work needs uniformity, not bulk
With paint coatings, the professional target is a complete, even membrane over a properly prepared substrate. That means clean decontamination, measured correction, stable wipe-down, and disciplined application. It does not mean loading the panel in hopes that extra product will translate into extra protection.
A useful way to think about quality control comes from industrial coating practice. SSPC-PA 2 defines a spot measurement as the average of at least three gage readings within a 4-cm (about 1.5-inch) diameter circle, and it scales sampling by area, including every 100 square feet for small areas under 300 square feet, then 15 areas for the first 1,000 square feet, followed by one additional area for each extra 1,000 square feet or portion thereof (KTA on SSPC-PA 2 dry film thickness practice).
Automotive detailing isn't bridge coating, but the principle carries over perfectly. Don't trust one reading. Don't trust one pass. Build a repeatable inspection habit.
Glass is a different game
Glass coatings prove the “smarter is better” point better than almost anything else. You don't need a bulky layer on the windshield. You need a strong bond and a surface that sheds water cleanly.
That's where Apex Glass Ceramic Coatings fits naturally in a protection package. The practical benefit for the customer is improved wet-weather visibility and easier maintenance. For the installer, it's also one of the easiest ways to add a noticeable result without turning the job into a long correction project.
If you like seeing how adjacent trades talk about protective glass and surface care in practice, Sparkle Tech Window Washing LLC is a useful outside perspective because it reinforces how much visual clarity and surface condition matter to clients, not just gloss.
A smart product mix for real shops
A complete system doesn't have to be complicated.
- Alpha Quartz for paint: useful when you want an elastomer-based protective layer that handles temperature shifts and everyday stress better than brittle thinking allows.
- Apex Glass for windshield and glass: ideal when the client values visibility and easier rain driving.
- Ultra Ceramic Spray for maintenance or simpler installs: practical for mobile detailers, DIY users, or topping up protected vehicles with less process overhead.
- APEX NANO – Titan Coatings can also be considered where a ceramic coating for hard surfaces fits the job, especially when you're choosing among coating-based options rather than wax-style dressings.
The smartest shops don't force one product onto every surface. They use the right material for the job and apply it with control.
Common Mistakes in Coating Thickness and How to Avoid Them
I see the same failure pattern over and over. A coating looks rich on day one, beads hard for a while, then starts showing weak spots, streaking, or premature breakdown because the installer chased thickness instead of building a controlled film.
That mistake comes from old ceramic thinking. Bigger build sounds safer. On the panel, it often creates a more brittle, less uniform result.
The mistakes that keep showing up
- Chasing a higher number instead of a better film: A larger reading can sound impressive, but coating performance depends on even coverage, proper bonding, and stable cure across the whole surface.
- Laying it on too wet in one pass: Heavy application increases the chance of high spots, solvent trapping, uneven flashing, and inconsistent behavior from panel to panel.
- Reading one area and assuming the rest matches: A single gauge check misses edges, body lines, repaired sections, and repainted panels. Those areas change how you polish and how you interpret final film build.
- Treating prep like a separate issue: Thickness cannot rescue contamination, polishing oils, or a surface that was never properly cleaned and leveled.
The fixes that actually work
Shops that get repeatable results build discipline into the process.
Start with prep. Titan's guide to coating surface preparation lays out the foundation clearly, and the foundation decides whether the coating bonds cleanly or sits on problems you cannot see until the car comes back.
Then control application. Aim for a uniform, engineered layer, not maximum product load. That approach matters even more with modern elastomer systems, because the advantage is not brute thickness. The advantage is a film that keeps its structure while flexing with heat cycles, wash contact, and real surface movement.
Use your gauge like a diagnostic tool, not a sales prop. Map the car before correction. Identify thin paint, repaired areas, and risky edges. Set your polishing limits first, then apply the coating with a plan that matches the substrate in front of you.
Shop note: Better chemistry gives you a wider safety margin. It does not forgive poor prep or sloppy film control.
The same rule shows up outside detailing. RVupgrades.com's roof resealing guide makes the point in a different setting. Material choice, surface prep, and even coverage decide service life more reliably than over-applying product.
The shops that stay ahead have already made the shift. Smarter thickness wins. A flexible coating applied at the right build will usually outlast a thicker, harder, more brittle layer that looked impressive in the bottle and failed under stress on the vehicle.
0 Comments